Обработка клапанов
В качестве отделки и функциональных элементов в швейных изделиях часто используются такие детали, как клапаны, листочки, паты, погоны, хластики, пояса, манжеты и шлевки. Ниже представлена информация про обработку клапана.
Клапаны в швейных изделиях используются в качестве декоративного элемента и для обработка входа в карман. Они могут иметь различную форму. Клапаны обрабатываются по боковым и нижней сторонам, а присоединяются к изделию только по верхней стороне. В изделиях из костюмных и пальтовых тканей для обработки клапана нужны следующие детали: клапан, подкладка клапана и прокладка клапана. Припуск шва обтачивания по нижнему и боковым срезам клапана задается 0,5-0,7 см, на притачивание к детали переда 1-1,5 см. Направление нити основы на клапане должно совпадать с долевым направлением ткани на переде при наложении верхнего среза клапана по линии разметки кармана, в подкладке клапана — вдоль детали, в прокладке клапана, если она выкраивается из клеевого прокладочного материала на тканой основе, – как в клапане. Прокладка клапана кроится на 3-4 мм меньше клапана по всем срезам, так, чтобы она входила под строчку обтачивания детали. Подкладка клапана выкраивается меньше клапана на 1,5-2 мм по боковым и нижнему срезу для того, чтобы после обтачивания из клапана легко выправлялся кант. В изделиях платье-блузочного ассортимента клапаны могут быть цельнокроеными с подкладкой клапана. Обработка таких клапанов сводится к обтачиванию боковых срезов ш.ш. 0,5-0,7 мм, подрезанию припусков шва, вывертыванию на лицевую сторону и приутюживанию. Процесс обработки клапана можно представить в виде таблицы — инструкционно-технологической карты. № пп Наименование технологически неделимой операции Технические условия Эскиз, рисунок, схема 1 Продублировать клапан подкладкой клапана С изнаночной стороны, укладывая прокладку симметрично относительно нижнего и боковых срезов 2 Сметать клапан с подкладкой клапана Складывая детали лицевыми сторонами внутрь, уравнивая срезы, сметывая со стороны клапана, ш.ш. 0,6 см, посаживая клапан на закруглениях

3 Обтачать клапан подкладкой клапана Со стороны подкладки клапана, ш.ш. 0,5 -0,7 см 4 Подрезать припуски шва обтачивания клапана подкладкой клапана На закруглениях, не доходя до строчки 1,5 мм, одновременно удаляя нитки временного назначения
5 Выправить клапан На лицевую сторону, выправляя уголки 6 Выметать край клапана со стороны подкладки клапана, косыми или прямыми выметочными стежками, выправляя кант из клапана 1 мм
7 Приутюжить клапан со стороны подкладки, увлажняя 8 Удалить нитки временного назначения
9 Приутюжить клапан со стороны подкладки, увлажняя
- < Назад
- Вперёд >
Добавить комментарий
JComments
Замена седел
Процедура замены состоит из двух ответственных процедур: удаления старых деталей и монтажа новых.
Удаление старых посадочных элементов
Замена седел клапанов выполняется на демонтированной ГБЦ с разобранным газораспределительным механизмом. Удалить старое кольцо можно с использованием сварочного аппарата, если материал, из которого оно изготовлено, позволяет это сделать.

Для выполнения процедуры изготавливается съемник седел клапанов — берется старый ненужный клапан, тарелку которого необходимо проточить до размеров внутреннего диаметра седла.
После этого полученный инструмент утапливают в посадочное место, не доходя до края 2-3 мм и «прихватывают» сваркой в 2-3 местах. После клапан вместе с металлическим кольцом выбивают с обратной стороны молотком.
Важно! Процедура с использованием сварки может привести к некоторой деформации посадочного места. При этом стандартные седла будут иметь слабое закрепление, что может привести к их самопроизвольному демонтажу в процессе работы мотора. Требуются кольца увеличенного диаметра, которые не продаются в магазинах, а изготавливаются на заказ.
Седло клапана, изготовленное из металлов, не подлежащих сварке, можно удалить путем вкручивания в него отрезка трубы, используемого как съемник седел клапанов. Для этого на внутренней поверхности кольца нарезается резьба. Аналогичную резьбу наносят на внешнюю поверхность подходящей по диаметру металлической трубы.
Статья в тему: Выбираем лучший автомобиль для семьи: от надёжности до комфорта
Берется старый клапан, который предварительно приваривают к торцу трубы в обратной положении. При этом ножка клапана проводится в предназначенное для нее отверстие, труба вкручивается в резьбу, после чего элемент удаляют постукиваниями по ножке.
Монтаж новых седел
Перед началом процедуры монтажа новых седел, посадочные места под них очищают от загрязнений. После ГБЦ следует равномерно нагреть до температуры, превышающей 100˚С. При этом металл расширяется, позволяя запрессовать кольцо.
Монтируемую деталь охлаждают с помощью жидкого азота. При его отсутствии можно использовать сочетание льда и ацетона, что позволяет снизить температуру металла до -70˚С. Размеры деталей подбирают таким образом, чтобы разница между диаметром посадочного места и кольца составляла не более 0.05-0.09 мм на холодных деталях.
Седло клапана запрессовывается с помощью специальной оправки или отрезка трубы подходящего диаметра. Деталь должна входить на посадочное место с небольшим усилием. При этом важно, чтобы кольцо встало без перекоса.
После запрессовки и остывания ГБЦ следует проверить, не болтается ли элемент на посадочном месте. Если зазор отсутствует, а замененный элемент плотно держится на своем месте, процедуру его замены можно считать оконченной. Далее требуется прирезка седел клапанов с использованием шарошек.

Важно! При стандартной процедуре замены тарелки всех клапанов оказываются посажены достаточно высоко. Однако некоторые специалисты рекомендуют обрабатывать фаски таким образом, чтобы выпускные клапаны сидели несколько глубже нормального положения. Седло впускного клапана при этом оставляют в штатном положении.
Программа дисциплины (syllabus) (стр. 4 )
Рисунок 6
2.
Обработка разрезных вытачек.
Разрезные вытачки стачивают (рис.7), подкладывая в концах отрезок ткани, начиная от срезов деталей, швом шириной 0,7-1,0 см, сводя строчку на нет и заканчивая строчку ниже концов разреза на 1,0-1,5 см.
Рисунок 7
Швы разрезанных вытачек разутюживают (рис. 8).
Рисунок 8
4.
Обработка подрезов
Подрезы являются разновидностью вытачек и одновременно элементом отделки. В крое один из срезов подреза длиннее другого (рис. 1), т. е. имеет припуск на сборку или складки (защипы).
Рисунок 1
Выкроенную с припуском сторону подреза присборить (рис.2). После образования сборки стороны подреза должны быть равными по длине.
Рисунок 2

Сложить деталь по подрезу лицевой стороной внутрь, совмещая силки и контрольные метки или срезы, сметать и стачать со стороны сборки, распределяя ее но модели. Ширина шва 0,7-1 см. Шов стачивания (рис. 3) свести на нет, заканчивая строчку на 1-1,5 см дальше конца подреза. Сметочные стежки удалить, шов обметать и заутюжить в сторону части детали без сборки.
Рисунок 3
Литература:
1) Труханова женской и детской легкой одежды: учеб. для проф. учеб. заведений. — 3-е изд., стер. М.: Высшая школа, Изд. , 2010. — 416 с.: ил.
2) , , и др. Лабораторный практикум по технологии швейных изделий: учеб. пособие для вузов. -2-е изд. — М.: Легпромбытиздат, 2008. — 272 с.: ил.
Тема 4.
Обработка клапанов, листочек
План:
1 Обработка
клапана, листочки
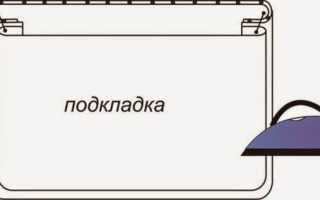
Клапан может состоять из двух частей или цельный. Если клапан состоит из двух частей, то клапан (верхнюю часть) выкраивают шире подкладки клапана на 0,2 — 0,3 см по боковым и нижней сторонам (рис.1).
| Рисунок 1
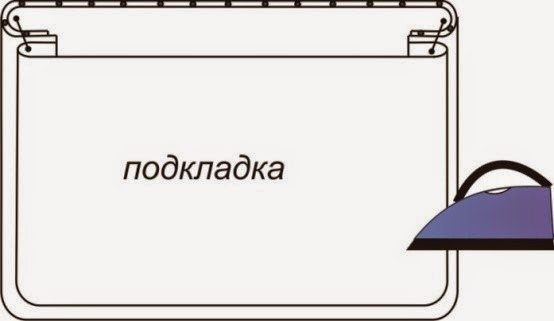
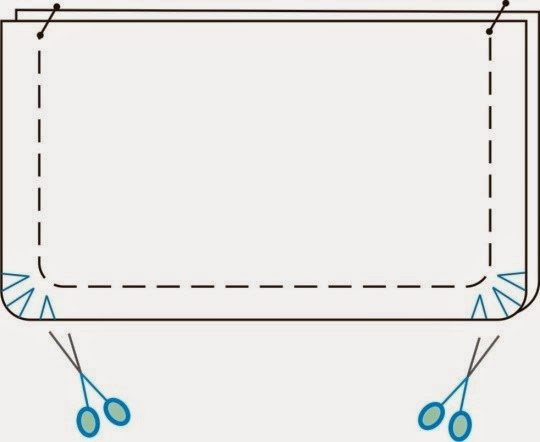
Клапан или подкладку клапана соединяют с клеевой прокладкой в зависимости от модели. Клеевую деталь выкраивают по той детали которую дублируют. Клапан и подкладку клапана складывают лицевыми смотрами внутрь, уравнивая срезы, сметывают (рис. 2а) с посадкой клапана на углах или закруглениях. Обтачивают (рис. 2б) клапан со стороны подкладки клапана так, чтобы строчка сметывания не попала под машинную строчку. Ширина шва обтачивания 0,5-0,7 см. Нитки сметывания удаляют, шов в уголках или закруглениях подрезают, оставляя припуск в 0,2-0,3 см. |
а б
Рисунок 2. Обтачивание клапана
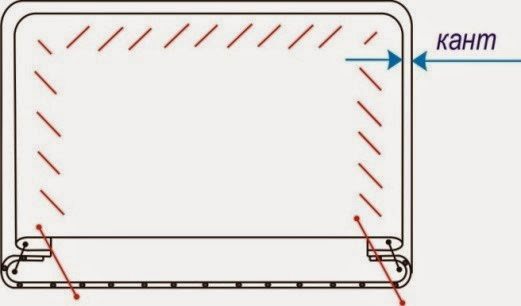
Клапан вывертывают на лицевую сторону, края выправляют с помощью приспособлений, выметывают (рис. 3) со стороны подкладки клапана, равномерно выправляя кант из верхнего клапана шириной 0,1-0,2 см и приутюживают.
Рисунок 3. Выметывание клапана
Если предусмотрено моделью, то по краю клапана прокладывают отделочную строчку со стороны верхнего клапана. Затем намечают линию (рис. 4) определяющую ширину клапана в готовом виде.
Рисунок 4.
Обработка клапана с оборкой
Сначала обрабатывают оборку. Необработанный срез оборки собирают (1) сборками (рис.1).
| Рисунок 1. Обработка оборки |
Подготовленную оборку накладывают на лицевую сторону подкладки клапана лицевой стороной вверх, уравнивая срезы и притачивают (2) по оборке на стачивающей машине или приметывают вручную, прокладывая строчку между двумя строчками, образующей сборки. При этом сборку распределяют равномерно по всей длине детали, за исключением углов клапана, где число сборок должно быть больше, чем на других участках. Подкладку клапана с притачанной или приметанной оборкой складывают с клапаном лицевыми сторонами внутрь, уравнивая срезы, и обтачивают (3) со стороны подкладки клапана точно по строчке притачивания оборки.
Нитки сметывания после обтачивания удаляют. Швы подрезают.
Клапан вывертывают на лицевую сторону края выправляют с помощью приспособлений, выметывают со стороны подкладки клапана и приутюживают.
Рисунок 2. Клапан с оборкой
Обработка клапана с бейкой
Клапан с бейкой может иметь прямоугольную форму и может быть закругленными краями.
Бейку для клапана прямоугольной формы
выкраивают из трех частей по форме внешнего края клапана. Части бейки уточняют и намечают линии швов соединения так, чтобы эти линии проходили строго под углом 45о. После этого части стачивают (1) по намеченным линиям, заканчивая строчку на расстоянии 0,5-0,7 см от внутреннего края бейки. Шов подрезают, оставляя ширину 0,5-0,7 см (рис.1).
Рисунок 1. Стачивание бейки
В швы разутюживают. Бейку соединяют с клапаном стачным или накладным швом. Клапан выкраивают уже подкладки клапана на ширину бейки.
Клапан с бейкой можно соединить стачным или накладным швом (рис. 2). При соединении бейки с клапаном стачным швом (рис. 2а) бейку складывают с клапаном лицевыми сторонами внутрь и притачивают (2) уравнивая срезы. Ширина шва 0,5-0,7 см. При соединении клапана с бейкой накладным швом (рис. 2б) внутренний край бейки перегибают в сторону клапана на 0,5-0,7 см и заутюживают. На лицевой стороне клапана намечают линию настрачивания бейки. Бейку накладывают на лицевую сторону клапана лицевой стороной так, чтобы подогнутый край бейки совпадал с намеченной линией на клапане и приметывают после чего прокладывают строчку (2’) на расстоянии 0,1 см. Нитки приметывания удаляют. После соединения с бейкой клапан и подкладку клапана складывают лицевыми смотрами внутрь, уравнивая срезы, сметывают с посадкой клапана на углах. Обтачивают (3) клапан со стороны подкладки клапана так, чтобы строчка сметывания не попала под машинную строчку. Ширина шва обтачивания 0,5-0,7 см. Нитки сметывания удаляют, шов в уголках подрезают, оставляя припуск в 0,2-0,3 см. Клапан вывертывают на лицевую сторону, края выправляют с помощью приспособлений, выметывают со стороны подкладки клапана, равномерно выправляя кант из верхнего клапана шириной 0,1-0,2 см и приутюживают.
Получить полный текст
Репетиторы
ЕГЭ
Дипломная
| Рисунок 2. Прямоугольный клапан с бейкой
Бейку для клапана круглой формы выкраивают по форме клапана или по косой нити строго под углом в 45о к нить основы (рис. 3). Если бейка выкроена по косой нити, то ее необходимо оттянуть и придать ей форму клапана. |
Рисунок 3.
Бейку соединяют с клапаном так же, как и клапан прямоугольной формы, стачным (1) или накладным (1’) швом. После соединения с бейкой клапан и подкладку клапана складывают лицевыми смотрами внутрь, уравнивая срезы, сметывают с посадкой клапана на углах. Обтачивают (3) клапан со стороны подкладки клапана так, чтобы строчка сметывания не попала под машинную строчку. Ширина шва обтачивания 0,5-0,7 см. Нитки сметывания удаляют, шов в уголках подрезают, оставляя припуск в 0,2-0,3 см. Клапан вывертывают на лицевую сторону, края выправляют с помощью приспособлений, выметывают со стороны подкладки клапана, равномерно выправляя кант из верхнего клапана шириной 0,1-0,2 см и приутюживают.
Литература:
1) Труханова женской и детской легкой одежды: учеб. для проф. учеб. заведений. — 3-е изд., стер. М.: Высшая школа, Изд. , 2010. — 416 с.: ил.
2) , , и др. Лабораторный практикум по технологии швейных изделий: учеб. пособие для вузов. -2-е изд. — М.: Легпромбытиздат, 2008. — 272 с.: ил.
Тема 5
Обработка карманов (прорезных карманов в рамку, прорезных карманов с клапаном, накладных карманов, карманов в швах изделия
План:
1.
Обработка кармана в простую рамку
2.
Обработка накладных карманов и соединение их с изделием
3.
Обработка накладных карманов со складками
4.
Обработка кармана с клапаном
5.
Обработка кармана с листочкой в швах и складках
6.
Обработка кармана в швах.
1.
Обработка кармана в простую рамку
Прорезной карман «в рамку». Длина линии разреза кармана (вход и карман) 14 -18 см, ширина кантов, образующих рамку, от 0,5 до 2,0 см.
На лицевой стороне основной детали наметить прокладочными стежками или тонким кусочком мыла линию разреза кармана (1, 2, 3), от нее вверх и вниз отложить удвоенную ширину кантов, т. е. 1,0 – 4,0 см и провести вспомогательные линии (рис. 1).
| Из за большого объема этот материал размещен на нескольких страницах: 4 |